
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






پیچ و مهره جوشکاری پروجکشن صورت صرفه جویی در زمان
در مقایسه با پیچ و مهره های استاندارد، پیچ و مهره های جوشکاری پیش بینی صورت صرفه جویی در زمان، زمان جوش را به طور قابل توجهی سریعتر ارائه می دهد و اعوجاج حرارتی را در قطعه کار به حداقل می رساند. تدارکات کارآمد، همکاری قوی با تامین کنندگان، و تحویل به موقع قابل اعتماد از ویژگی های خدمات Xiaoguo® است.
مدل:Q 199B-1999
ارسال استعلام
توضیحات محصول
یک مزیت بزرگ در زمان صرفه جویی در پیچ جوشکاری طرح ریزی صورت این است که در خطوط مونتاژ سریع و خودکار به خوبی کار می کند. جوشکاری هر یک تقریباً زمان نمی برد - معمولاً فقط کسری از ثانیه.
این سرعت استثنایی آن را برای تولید در مقیاس بزرگ، به ویژه در کارخانه های خودروسازی، ایده آل می کند. عملکرد بهتری نسبت به اتصال دهنده های معمولی دارد، که نیاز به تراز دستی و مراحل، و جوش کندتر که نیاز به پیش گرمایش و تنظیم دارند، دارد. در تولید خودرو، جایی که هر ثانیه برای مونتاژ روزانه هزاران وسیله نقلیه به حساب میآید، این سرعت باعث کاهش زمان از کار افتادن، چرخه سرعت و افزایش تولید بدون از دست دادن کیفیت میشود - کلیدی برای مقرونبهصرفه بودن.
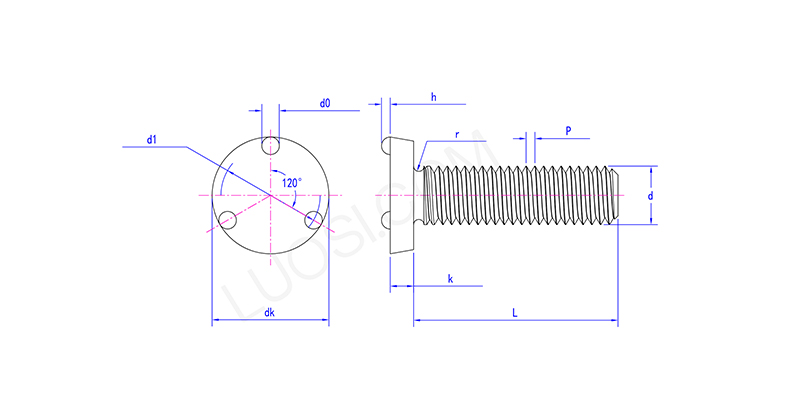
| دوشنبه | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 |
| حداکثر dk | 11.5 | 12.5 | 14.5 | 19 | 21 | 24 |
| dk دقیقه | 11.23 | 12.23 | 14.23 | 18.67 | 20.67 | 23.67 |
| حداکثر k | 2 | 2.5 | 2.5 | 3.5 | 4 | 5 |
| k دقیقه | 1.75 | 2.25 | 2.25 | 3.25 | 3.75 | 4.75 |
| r دقیقه | 0.2 | 0.2 | 0.3 | 0.3 | 0.4 | 0.4 |
| حداکثر d1 | 8.75 | 9.75 | 10.75 | 14.25 | 16.25 | 18.75 |
| d1 دقیقه | 8.5 | 9.5 | 10.5 | 14 | 16 | 18.5 |
| حداکثر ساعت | 1.25 | 1.25 | 1.25 | 1.45 | 1.45 | 1.65 |
| ساعت دقیقه | 0.9 | 0.9 | 0.9 | 1.1 | 1.1 | 1.1 |
| حداکثر d0 | 2.6 | 2.6 | 2.6 | 3.1 | 3.1 | 3.6 |
| d0 دقیقه | 2.4 | 2.4 | 2.4 | 2.9 | 2.9 | 3.4 |
جزئیات محصول
پیچ و مهره های جوشکاری برجستگی صورت که در زمان صرفه جویی می شود اتصالات واقعا قوی و قابل اعتمادی را ایجاد می کنند. جوش فلزات را در سطح مولکولی به هم متصل می کند که بهتر از استفاده از اتصال دهنده های مکانیکی است.
هنگامی که برآمدگی های پیچ و فلز پایه با هم ذوب می شوند، یک قطعه جوش را تشکیل می دهند. این قطعه می تواند نیروی کششی و لغزشی زیادی را تحمل کند - برای قطعاتی که باید ایمن باشند و در طول عمر محصول حرکت ثابتی داشته باشند، مهم است.
مواد
بیشتر پیچ و مهره های جوشکاری پروجکشن صورت صرفه جویی در زمان از فولاد کم تا متوسط کربن ساخته می شوند - مانند C1008، C1010، C1018. به خوبی جوش داده می شود و هزینه زیادی ندارد، به همین دلیل است که از آن بسیار استفاده می شود.
اگر نیاز به استفاده از آن در محیط های سخت دارید، می توانید محصولات ما را امتحان کنید. فولاد ضد زنگ بسیار رایج است، مانند A2 (در واقع AISI 304) یا A4 (AISI 316). با این حال، مهم نیست که کدام فولاد ضد زنگ را انتخاب کنید، اگر می خواهید یک اتصال پایدار و یکنواخت داشته باشید، باید از روش "جوشکاری پروجکشن" استفاده کنید.
تگ های داغ: پیچ و مهره جوشکاری پروجکشن صورت صرفه جویی در زمان، چین، سازنده، تامین کننده، کارخانه
دسته بندی مرتبط
پیچ سر شش گوش
پیچ فلنج سر شش گوش
پیچ سر مربعی
پیچ سر گرد
پیچ ضد غرق شده
پیچ و خم
T-bolt
پیچ
پیچ های پایه
پیچ لنگر
فروشگاه توپی
پیچ تابه سوکت هگزالوبولار
پیچ دوازده زاویه
ارسال استعلام
لطفاً درخواست خود را در فرم زیر ارائه دهید. ما ظرف 24 ساعت به شما پاسخ خواهیم داد.








